文:Owen Li / CACT 工程部
一、什麽是IE工程?
IE是英文Industrial
Engineering的簡稱,直譯為工業工程,是以人、物料、設備、能源和住處組成的集成系統為主要研究對象,綜合應用工程技術、管理科學和社會科學的理論與方法等知識,對其進行規劃、設計、管理、改進和創新等活動,使其達到降低成本,提高質量和效益的目的的一項活動。簡單的說,IE是改善效率、成本、品質的科學方法。
二、瞭解了IE工程的含義,我們來看看IE工程在CACT的主要工作內容:
1.制定產品標準工時,以便評估產能,為生產製作生產計劃表提供依據;
2.生產車間現場佈置,優化物流,合理安排生產線排佈,提高生產車間空間利用率,以減少材料及產品的周轉周期,提高生產效率;
3.生產車間的產能評估;
4.改善生產效率,協助生產線分析,解決制程問題以降低產品報廢&製造成本;
5.制定標準化作業流程,提高管理效率,減少管理成本。
三、簡單談談幾項IE工程工作的幾個重點:
1. 標準工時:
1.1
現在對標準工時一般的定義是,標準工時是指對於那些有必要的技能,且受過訓練的較熟練作業人員,在正常的作業速度和適合的作業環境下,完成一個符合品質要求的產品所需要的時間。
標準時間是指滿足下列條件下完成一單位產品生產所花費的時間:
a. 採用標準作業方法與正常之設備;
b. 在標準化的作業條件下;
c. 作業者具備制程所要求的熟練度與適應度;
d. 在不妨礙生理健康的情況下;
e. 完成的作業內容達到產品的質量標準;
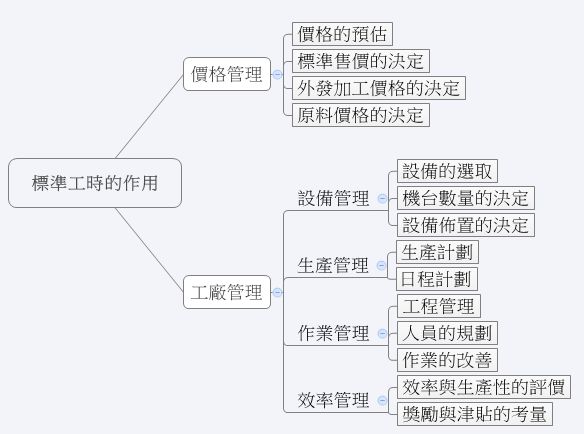
1.2 標註工時在一個工廠它應該起什麽樣的作用呢(如下表)?
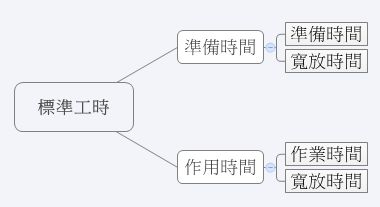
1.3 標準工時由哪幾項參數組成呢?
1.4 標準工時的計算方法:
1.4.1 標準工時計算公式:標準工時=觀測時間*(1+評比係數)*(1+寬放係數)
1.4.2 觀測時間:通過觀測作業員對產品的作業並使用秒錶測量其現有作業時間,取其平均值所得的時間;
1.4.3 評比係數=熟練係數+努力係數+環境係數+一致性係數(具體參數如下表)
| 對照表 |
理想 |
優秀 |
良好 |
平均 |
一般 |
欠佳 |
CACT取值 |
| 熟練係數 |
A1:+0.15 A2:+0.13 |
B1:+0.11 B2:+0.08 |
C1:+0.06 C2:+0.03 |
D:0 |
E1:-0.05 E2:-0.10 |
F1:-0.16 F2:-0.22 |
C2:+0.03 |
| 努力係數 |
A1:+0.13 A2:+0.12 |
B1:+0.10 B2:+0.08 |
C1:+0.05 C2:+0.02 |
D:0 |
E1:-0.04 E2:-0.18 |
F1:-0.12 F2:-0.17 |
C2:+0.03 |
| 環境係數 |
A1:+0.06 |
B1:+0.04 |
C1:+0.02 |
D:0 |
E1:-0.03 |
F1:-0.07 |
D:0 |
| 一致性係數 |
A1:+0.04 |
B1:+0.03 |
C1:+0.01 |
D:0 |
E1:-0.02 |
F1:-0.04 |
D: |
所以CACT標準工時的評比係數=0.03+0.02+0+0=0.05;
1.4.4 寬放率=作業寬放+需要寬放+疲勞寬放/工作周期*100%;
1.4.4.1 作業寬放:依CACT實際情況,一個工作周期(4H)內此項寬放時間定為10分鐘(中休前的2小時給予5分鐘,中休後的2小時給予5分鐘);
1.4.4.2 需要寬放:依CACT實際情況,一個工作周期(4H)內此項寬放時間定為10分鐘(因一個班別允許中休時間為10分鐘);
1.4.4.3 疲勞寬放:依CACT實際情況,一個工作周期(4H)內此項寬放時間定為4分鐘(中休前的2小時給予2分鐘時間調整,中休後的2小時給予2分鐘時間調整);
1.4.4.4 最後寬放率=(10+10+4分鐘)*60S/4H*3600S*100%=10%;
所以本廠標準工時計算公式為,標準工時=觀測時間*1.05*1.10。
1.4.4.5 CACT標準工時計算實例:
端子壓入主體工站,在正常作業條件下,從作業員承上工站拿起治具夾子那一刻開始,到氣動沖床完成壓入動作,作業員將治具夾子放下流入下工站那一刻止,使用秒錶連續觀測(做10PCS)出的時間為40S,則單工站的觀測時間就為4S。
那通過計算工時可以計算出該工站的標準工時=觀測時間*(1+評比係數)*(1+寬放率)=4S*(1+5%)*(1+10%)=4.62S=4.6S(精確到小數點一位數)。
1.5 標準工時更新時機:
a. 作業方法得到改變;
b. 產品生產流程或工藝有變化;
c. 生產工具或設備得到改善。
當出現上述情況時,標準工時需要更新。
1.6
預估工時:當一個產品未量產前,業務或者PM需要評估一個新產品的價格的時候,就需要使用到預估工時這個參數。此工時一般由資深IE工程師或具體產品工程師根據產品的狀況,生產工藝等方面來預估,也有部分工廠或工程師選用MOD法來進行動作時間預估的,這就是因人而異了。
依CACT實際情況,目前基本由資深制程工程師根據從業經驗來預估該工時。預估工時不可因為是預估而有意誇大或減小。預估工時同樣要力求真實準確,因為它是產品前期規劃的重要依據。
2. 流程程序圖:
2.1 以代號及箭頭來表示作業流程上所發生的製作,檢查,運輸,等待,存放等動作的順序並記錄其花費的時間,物料搬運距離等信息的圖表。
2.2 依分析對象可分為兩大類:
2.2.1 工序流程圖(WF):以「物」為基本的流程程序圖,它記錄在作業過程中原物料或零件被加工(或被搬運)的流程;
2.2.2 現場佈置圖(Lay):以「人」為基本的流程程序圖,它記錄作業員生產過程中所有的生產作業動作。
2.3 流程程序圖的作用:
2.3.1 給予生產線提供合理的現場布置,物流的走向,人員的安排,以便發揮人,機,物的完美配合;
2.3.2 減少因人為因素造成的資源浪費,時間浪費,人員浪費,從而提高生產效率;
2.3.3 增加生產車間空間的利用率;
2.3.4 “5S”的執行。
3.
IE工程所使用的七大手法:5W2H法,防呆法,流程分析法,作業分析法,動作分析法,時間研究法,抽樣檢查法。因網路上關於七大手法的具體解釋,具體案例比比皆是,這裡就不再介紹了。
4. 現場改善的四字:
4.1 減:減少現場不需要的多餘動作,以減少作業員的作業時間及作業員的疲勞度;
4.2 加:那些無法減少的動作(必須的動作),儘量予以相加,以節省作業時間及人力;
4.3 整:整理流水線的排佈,使作業工藝達到最佳的作業順序;
4.4 簡:對於一些必要而無法相加的動作,則儘量使用更簡單的作業方法或則治具,設備等資源去進行,從而節省人力、物力。
通過上述的改善方法達到平衡流水線,優化生產線的效果。
5. SOP:標準作業指導書。
SOP是Standard Operation Procedure三個單詞中首字母的大寫
,即標準作業程序,就是將某一事件的標準操作步驟和要求以統一的格式描述出來,用來指導和規範日常的作業。
SOP就是IE工程師分析問題常用的“人、機、材、法、環”中的“法”,它給予作業人員提供標準化的作業指導,規範其作業動作,使生產線達到標準化,統一化。從而使生產出來的產品達到一致性,使生產線真正達到標準流水線的狀態。
四.那作為一個合個的IE工程師應具備哪些素質呢?
1. 廣泛的知識面;
2. 具有耐性,自信力較強。因為分析一個制程問題是比較枯燥無味的,你沒有耐性和自信力是很難發現問題的根本;
3. 分析能力及邏輯判斷能力,因為分析能力及判斷力提高才能快速的看到問題的本質,從而儘早的解決問題;
4. 看問題的創造力,分析問題的想象力;
5. 對本職工作的興趣;
6. 對待問題要公平,公正;
7. 良好的動手能力;
8. 良好的大局觀。
--以上部分專業名詞解釋摘自網絡。
| 

{kind=link}
{kind=link}