
1. 產品需滿足Sim card正插和側插的需求(見圖1 Sim card插入方式);
2. 產品的塑膠高度0.90mm(見圖1 尺寸A1),端子接觸點離塑膠上表面高度0.50mm(見圖1 尺寸B1),其他外圍尺寸依照客人提供的圖面要求,可以做適當調整。

因應客人的需求,在產品設計的時候需注意:
1. 為滿足Sim card正插和側插的需求,需注意端子接觸區的角度的設計值(見圖1 角度A),一般來說設計值應小於45度。
2. 受限於主體高度,主體的生產製程我們採用insert molding的方式,材質上採用流動性能好的LCP,同時能滿足SMT的製程的需求。
3. 為滿足Sim card正插和側插的需求,端子的接觸區域需包圓處理,考慮到端子展開後形狀和端子pitch的關係,端子料厚設計值為0.15mm,材質上採用了C5210 EH的料。
4. 確定端子接觸點行程/正向力/壽命的關係。
5. 生產工序如下 :
5.1 端子(25-99450-052)沖壓,在設計時需注意:
a. 避免端子接觸區域和SMT焊腳底面產生毛刺。可以通過規定沖壓方向,或要求加去毛刺工站達到。(見圖2)
b. 需有保護腳避免端子接觸點高度在包裝或電鍍製程中產生變異。(見圖2)

5.2 端子(25-11450-153)電鍍----外發電鍍廠商處理。
5.3 主體(2119-000-016)insert molding,在設計時需注意:
a. 確保接觸點高度在insert molding製程後不產生變異。(見圖3 藍色圈部分)
b. 確保端子接觸區域包圓底邊低於塑膠上表面,避免Sim card插入時卡到。(見圖3 紅色圈部分)
c. 端子與insert molding模具配合的地方公差控制。
d. 如果穴號和商標放置在主體底面,則不能凸出主體底面,以免導致端子焊腳平整度不良。

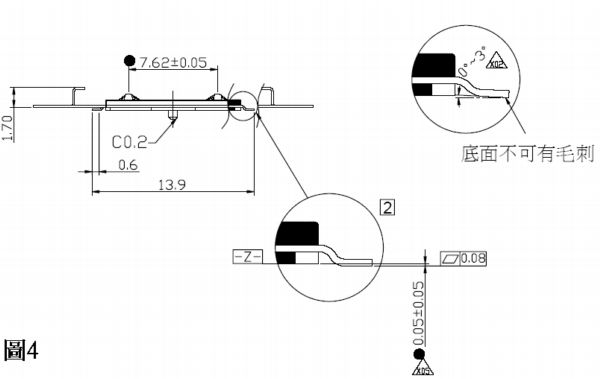
5.4 主體(2119-000-016)落料折彎,在設計時需注意:
a. 同樣需確保接觸點高度在主體落料折彎製程後不產生變異。。
b. 需定義折彎後端子焊腳平整度/位置尺寸/折彎角度/焊腳底面無毛刺的要求。(見圖4)
5.5 成品(217-00001-10)折彎落料/檢測/包裝,生產時需注意:
a. 徒手折彎落料,應避免手接觸到端子焊腳和接觸點,造成端子焊腳和接觸點變異。
b. ccd檢測後的包裝需熱封製程。
217-00001-10的整個製程不涉及人工組裝的,節省人力,同時能保證品質的穩定性和產能。
[回上層目錄]
除商業用途,歡迎轉載。
轉載時請勿更改、刪減、或增加任何文字;並請註明出處。
以上文字或圖片若有侵害到任何人的權益,請來信至dcc@act-ioi.com.tw。