|
公差與配合是一項涉及面廣,影響深遠的重要基礎標準,它的應用涉及國民經濟的各個部門,尤其對機械行業更具有重要作用。
本教程以由淺入深、通俗的語言、圖表的方式,介紹了公差與配合的有關知識,可供本廠設計工程、製程工程、品管部門與模具部門等相關部門學習使用。
一、尺寸與公差
1. 尺寸(size)
尺寸是特定單位表示的兩點之間距離的數值。通常用㎜表示 (常省略),如直徑O40、半徑R20,中心距60,高度20,長度50等。
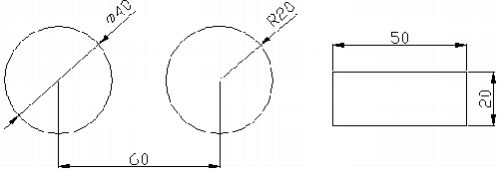
(圖一)
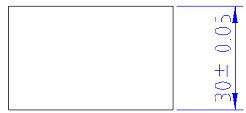
2. 基本尺寸(basic size)
基本尺寸是設計給定的尺寸,用D和d(L或l)表示(大寫字母表示孔,小寫字母表示軸)。它是根據產品的使用要求、零件的剛度等要求,計算或通過實驗而確定的。它應該在優先數系中選擇。如圖二中的30即是表示基本尺寸:
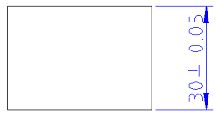
(圖二)
3. 實際尺寸(actual size)
3.1 實際尺寸:即是通過測量得到的尺寸
(Da、da ),實際尺寸並非尺寸的真值。
4. 極限尺寸(limits of
size)
4.1
極限尺寸:允許尺寸變化的兩個界限值。
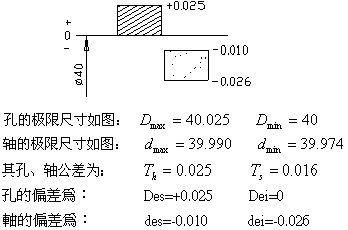
4.2 最大極限尺寸:Dmax、dmax 。
4.3 最小極限尺寸:Dmin、dmin。
4.4 合格零件的實際尺寸: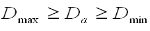 或 或 。 。
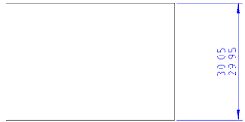
(圖三)
4.5
圖三便是圖2尺寸的極限尺寸:30.05是最極限尺寸,而29.95是最小極限尺寸。
5. 偏差(limits of
deviation)
5.1
尺寸偏差:是指某一個尺寸減其基本尺寸所得的代數差。 其值可正、可負或零。
5.2 上偏差:最大極限尺寸與基本尺寸之差 ES = Dmax - D 。
5.3 下偏差:最小極限尺寸與基本尺寸之差 EI = Dmin - D 。
5.4 實際偏差:實際尺寸與基本尺寸之差 Ea = Da - D 。
注意:標注和計算偏差時前面必須加注「+」或「-」號(零除外)。
6. 尺寸公差(Tolerance)
6.1 尺寸公差:是指允許尺寸的變動量。
6.2 注意:公差與偏差是兩個不同的概念。
a、公差表示製造精度的要求,反映加工的難易程度。
b、偏差表示與基本尺寸遠離程度,它表示公差帶的位置,影響配合的鬆緊程度。
以圖四來講:±0.05是尺寸公差,其公差為0.10mm﹔而+0.05是上偏差,-0.05是下偏差。
(圖四)
7.
尺寸公差帶的高度和相互位置表示公差大小和配合性質。它由零線和公差帶組成。
a. 零線:確定偏差的基準線。
b. 公差帶:由代表上偏差和下偏差兩條直線所限定的區域。
如:20+0.05/-0.03的含義用尺寸公差帶來表示如圖五所示:
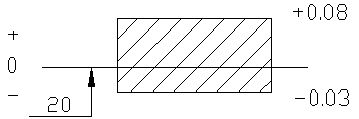
(圖五)
習題1:
解法1. (公式法)
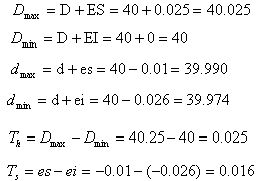
解法2.(公差帶法)
二、配合
1. 配合( fit )
1.1 配合
:基本尺寸相同,相互結合的孔與軸公差帶之間的關係。
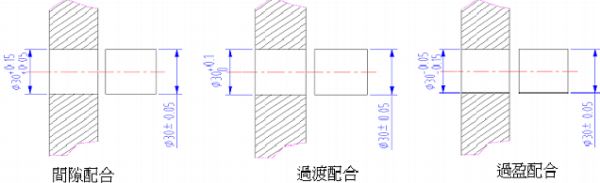
1.2 孔與軸之間有三種配合關係,為:間隙配合、過渡配合、過盈配合。
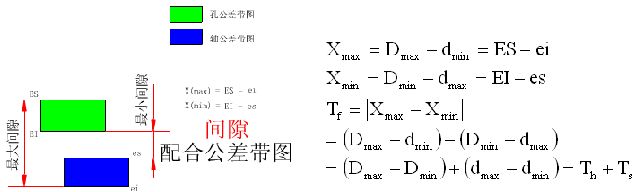
2. 間隙配合(Clearance
fit)
2.1
間隙配合:具有間隙(含最小間隙等於零)的配合。
2.2 孔的公差帶位於軸的公差帶之上,通常指孔大、軸小的配合。
(圖六)
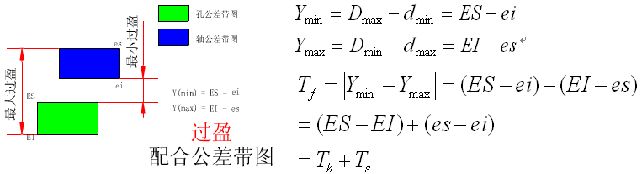
3. 過盈配合( Interference fit)
3.1 過盈配合
:具有過盈(含最小過盈等於零)的配合。
3.2 孔的公差帶位於軸公差帶之下,通常是指孔小、軸大的配合。
(圖七)
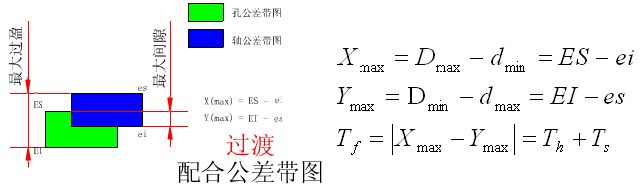
4. 過渡配合( Transition
fit )
4.1 過渡配合
:可能產生間隙或過盈的配合。
4.2 孔、軸公差帶相互交疊,是介於間隙配合與過盈配合之間的配合 。
4.3 特點:其間隙或過盈的數值都較小,一般來講,過渡配合的工件精度都較高。
(圖八)
5.
對於間隙配合、過渡配合、過盈配合的配合關係,用下面的圖面更能簡潔說明其不同之處:
(圖九)
三、尺寸鏈
為了保証機器或儀器能順利的組裝,並達到預定的工作要求。要在設計與生產過程中,正確分析與確定各零部件的尺寸關係,合理確定各有關零部件的幾何精度(尺寸公差、形狀和位置公差),他們之間的關係要用尺寸鏈來計算與處理。
1. 尺寸鏈的基本術語
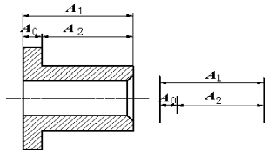
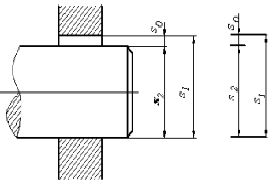
1.1
尺寸鏈:在零件加工或機器裝配過程中,由互相聯繫的尺寸按一定順序首尾相接排列而成的封閉尺寸組。如下圖所示的間隙A0、S0與其它尺寸連接成的封閉尺寸組,形成尺寸鏈。
(圖十)
1.2
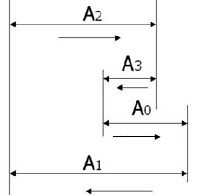
環——列入尺寸鏈中的每一個尺寸稱為環,A0、A1、A2、A3…都是環。長度環用大寫斜體拉丁字母A,B,C……表示;角度環用小寫斜體希臘字母α,β等表示。
1.3 封閉環——尺寸鏈中在裝配過程或加工過程後自然形成的一環,稱為封閉環。封閉環的下角標「0」表示。
1.4 組成環——尺寸鏈中對封閉環有影響的全部環,稱為組成環。組成環的下角標用阿拉伯數字表示。
1.5 增環——尺寸鏈中某一類組成環,由於該類組成環的變動引起封閉環同向變動,該組成環為增環。如圖11中的A3。
1.6 減環——尺寸鏈中某一類組成環,由於該類組成環的變動引起封閉環的反向變動,該類組成環為減環。如圖11中的A2.
1.7 補償環——尺寸鏈中預先選定某一組成環,可以通過改變其大小或位置,使封閉環達到規定的要求,該組成環為補償環。
2. 尺寸鏈的形成
為分析與計算尺寸鏈的方便,通常按尺寸鏈的幾何特徵,功能要求,誤差性質及環的相互關係與相互位置等不同觀點,對尺寸鏈加以分類,得出尺寸鏈的不同形式。
2.1 長度尺寸鏈與角度尺寸鏈
a. 長度尺寸鏈——全部環為長度尺寸的尺寸鏈。
b. 角度尺寸鏈——全部環為角度尺寸的尺寸鏈。
2.2 裝配尺寸鏈,零件尺寸鏈與工藝尺寸鏈
a. 裝配尺寸鏈——全部組成環為不同零件設計尺寸所形成的尺寸鏈。
b. 零件尺寸鏈——全部組成環為同一零件設計尺寸所形成的尺寸鏈。
c. 工藝尺寸鏈——全部組成環為同一零件工藝尺寸所形成的尺寸鏈。工藝尺寸指工藝尺寸,定位尺寸與基準尺寸等。
註:裝配尺寸鏈與零件尺寸鏈統稱為設計尺寸鏈。
3.
增、減環的第二種判別法-按箭頭方向判斷。
在封閉環A0上面按任意指向畫一箭頭,見下圖,沿已定箭頭方向
,在每個組成環符號A1、A2、A3、(或B1、B2、B3、B4、B5)上各畫一箭頭,使所畫各箭頭依次彼此頭尾相連,組成環中箭頭與封閉環箭頭方向相同者為減環,相反者為增環。按此方法可以判定:
A2為減環; A1、 A3為增環。
(圖十一)
4. 尺寸鏈的計算
例:求出如圖12所示尺寸鏈中的A尺寸。
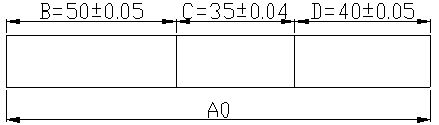
(圖十二)
4.1 完全互換法(又稱極值法)
用完全互換法(又稱極值法)解尺寸鏈是從各環的最大極限尺寸和最小極限尺寸出發來計算的,所以它能保證零、部件的完全互換
解:
Bmax=50+0.05=50.05﹔
Bmin=50-0.05=49.95
Cmax=35+0.04=35.04﹔ Cmin=35-0.04=34.96
Dmax=40+0.05=40.05﹔ Dmin=40-0.05=39.95
Aomax=50.5+35.04+40.05=125.14﹔ Amomin=49.95+34.96+39.95=124.86
所以Ao=125k±0.14
4.2 基本公式法
尺寸鏈中封閉環的基本尺寸:所有增環基本尺寸之和減去所有減環基本尺寸之和。
封閉環的上偏差:等於所有增環的上偏差之和減去所有減環的下偏差之和。
封閉環的下偏差:等於所有增環的下偏差之和減去所有減環的上偏差之和。
解:Ao=(50±0.05)+(35±0.04)+(40±0.05)=125k±0.14。
5. 尺寸鏈計算練習
5.1
分析圖13所示零件A是否能順利裝進零件B中。
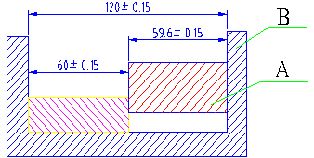
(圖十三)
解:[(120±0.15)-(60 ±
0.15)]-(59.6 ±0.15) =0.4 ±0.45=0.85max/-0.05min
結論:當60 ± 0.15 與59.6 ±0.15 都為最大值,而120±0.15卻為最小值時,A與B
會干涉0.05,故不能順利放入。
5.2
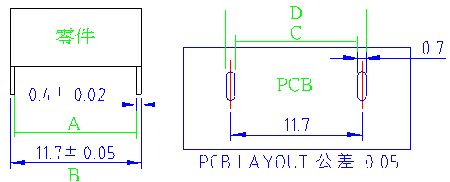
分析圖14所示零件能否順利插入PCB中
解:當能同時滿足a=A-C>0﹔b=B-D<0這2個條件時,零件能順利插入PCB中,計算如下:
a=[(11.7 ±0.05)-2*(0.4±0.02)]-[(11.7 ±0.05)-(0.7 ± 0.05)]=(-0.1
± 0.19)=0.09max/-0.29min
b=(11.7 ±0.05)-[(11.7 ±0.05)+(0.7±0.05)]=(-0.7 ±
0.15)=-0.55max/-0.85min
從計算結果可以發現,零件與PCB可能會產生0.29mm的干涉,所以不能順利插入。
(圖十四)
5.3
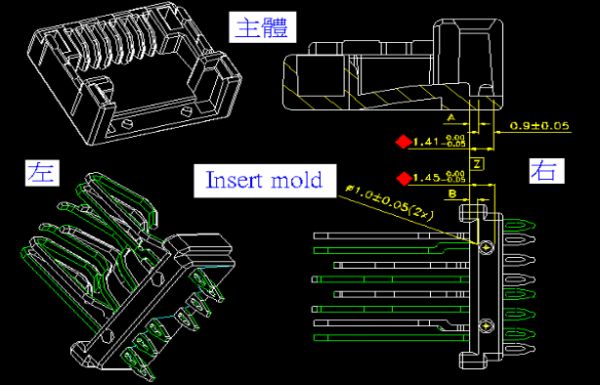
分析圖標註尺寸1.45+0/-0.05與1.41+0/-0.05的合理性
解:
主體與Insert mold都是以Z軸作為基準。假設主體與insert
mold的Z軸重合,則(1.45+0/-0.05)-(1.41+0/-0.05)=0.04±0.05»-0.01,有可能會干涉0.01mm﹔但實際上insert
mold可以向右移動,所以組裝時,兩者的右邊不會產生干涉。
組裝時A與B的關係:A-B=[(1.41+0/-0.05)-(0.9±0.05)]-[(1.45+0/-0.05)-(1±0.05)]=(0.51+0.05/-0.1)(0.45+0.05/-0.1)=0.06±0.15»-0.09,有可能會干涉0.09mm,所以,此種標註出現了問題。
建議:將1.45+0/-0.05與1.41+0/-0.05這2個組裝尺寸去除,以A與B來代替這2個組裝尺寸,具體公差可以設成:A=0.51+0/-0.05;
B=0.45+0/-0.05。
(圖十五) |
